"Mein Studium der Vor-und Frühgeschichte ab 1993 brachte Licht in das Dunkel der Vergangenheit. Die unglaubliche Vielfalt an historischem Schmuck, Geräten und Waffen war überwältigend. Zahlreiche Bücher wurden studiert, Typologien bearbeitet und es wurde gelesen. Viel gelesen. Aufsätze. Monographien. Ausstellungskataloge. Festschriften. Wissenschaftliche Zeitschriften. Verbreitungskarten. Theorie! Die schönen Sachen aus den Büchern sah man nur auf Abbildungen.
Selbst in den Museen, die entweder aus Neugier oder im Rahmen des Studiums besucht wurden, waren die meisten Sachen in den Vitrinen nur klägliche Überreste. Fibeln ohne Nadeln, Gürtel ohne Beschläge und Leder. Grüne Patina statt glänzender Bronze. Anfassen verboten! Damals steckte die Museumspädagogik noch in den Kinderschuhen.
Mein Interesse ging über das hinaus, was in den Büchern zu lesen war. Wie wurden die Sachen hergestellt? Wie wurde eine Fibelnadel gewickelt? Wie hat das damals überhaupt funktioniert? Und wie hat es sich angefühlt? Aus der Theorie wurde Praxis. Als erstes Stück stellte ich eine Maskenfibel her, die heute noch in überarbeiteter Form im Sortiment zu erwerben ist. Das Stück war damals noch aus Zinn, die Nadel aus Messingdraht. Experimente mit verschiedenen Formen und Materialien brachten schließlich akzeptable Ergebnisse, die auch im Verkauf einige Liebhaber fanden. Eigentlich war das Projekt nur aus reiner Neugier ohne wirtschaftliche Interessen entstanden, aber die Nachfrage war so groß, dass 1995 "Replik" schließlich als Gewerbe angemeldet wurde.
Mit der Umstellung auf authentische Materialien wie Bronze und Silber wuchs auch der Aufwand der Anfertigung. Zunächst wurden die Rohgüsse noch außer Haus angefertigt, seit Ende der 90er Jahre werden alle Gussarbeiten von uns selbst in der eigenen Gießerei durchgeführt. So haben wir kurze Lieferzeiten, können auch auf individuelle Wünsche Rücksicht nehmen und haben direkten Einfluss auf die Qualität unserer Arbeiten."
Markus Neidhardt
Service für Museen und Sammler
Wir fertigen nicht nur Stücke für unser eigenes Sortiment, sondern gießen auch individuelle Kleinserien für Museen, Händler, Sammler, Vereine und Privatpersonen. Abformungen, Rekonstruktionen und individuelle Arbeiten können nach Absprache hergestellt werden. Die Stücke werden dabei je nach Wunsch als Rohgüsse oder fertig überarbeitet ausgeliefert. Dabei kommen sowohl traditionelle als auch moderne Technologien zum Einsatz.
Vom Fundstück zur Replik
Das Urmodell
Die beste Möglichkeit, ein Originalstück zu rekonstruieren, besteht in der direkten Abformung. Dazu verwenden wir wie alle Restaurationswerkstätten ein spezielles Silikon mit einer hohen Abbildungsgenauigkeit. Nach dem Abbinden des Materials kann die Form geöffnet und das Original entnommen werden. In dem Hohlraum kann ein Wachsmodell angefertigt werden, das entsprechend von Hand ergänzt, geglättet oder nachgearbeitet wird. Das Wachsmodell kann dann im Wachsausschmelzverfahren in der verlorenen Form gegossen werden.
Sollte das Original aus Gründen eines schlechten Erhaltungszustandes oder aufgrund des besonderen Wertes nicht zum Abformen geeignet sein, kann ein berührungsloser 3D-Scan des Originals zur Herstellung eines Kunststoff-Modells im 3D-Druck angefertigt werden. Dieses Kunststoff-Modell kann dann wie das Original abgeformt und rekonstruiert werden.
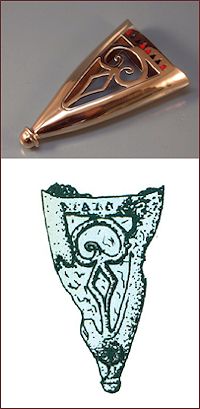
Wenn kein Original zur Verfügung steht und nach Abbildungen und Fotos gearbeitet werden muss, beginnt der künstlerische Teil der Arbeit. Die Interpretation eines 2-dimensionalen Fotos ist immer schwer, und die Anfertigung einer genauen Replik ist kaum möglich. Andere Materialien und Werkzeuge erzeugen ein anderes Ergebnis, auch der eigene Stil und die eigene Arbeitstechnik beeinflussen die Arbeit. Darum wird es hier immer kleine Unterschiede zum Original geben, wenn man das Fundstück und die Nacharbeitung nebeneinander legt und von allen Seiten genau betrachtet.
Alternativ setzt sich auch bei der Anfertigung der Urmodelle zunehmend die Computertechnik durch. Mit aktueller CAD-Software ist es möglich, die Modelle auf Grundlage von Zeichnungen und Fotos am Computer zu rekonstruieren und die Modelle ohne den Einsatz von Werkzeugen direkt in 3D-Druckern anfertigen zu lassen. Für die besten Ergebnisse wird das am Computer entstandene Kunststoff-Modell dann noch einmal durch Handarbeit nachgearbeitet und angepasst. Dann kann auch dieses Modell entsprechend wie ein Originalstück abgeformt werden.
Als Beispiel für die Anwendung moderner Techniken hier die Entstehung des Urmordelles für unsere Nachbildung des Jelling-Bechers: Der Korpus wurde anhand von Fotos, wissenschaftlichen Umzeichnungen, Seitenrissen und Fundbeschreibungen des Originals zunächst als Modell im Computer millimetergenau rekonstruiert. Das Rohmodell wurde dann als 3D-Druck erzeugt. Die Verzierung im Relief wurde dann in Handarbeit ergänzt.
Immer wieder erhalten wir Anfragen nach bestimmten Sonderanfertigungen und Einzelstücken. Grundsätzlich ist alles machbar! Leider bestimmt die Zeit jedoch nicht nur den Preis, sondern auch, ob das Projekt neben den laufenden Aufträgen überhaupt abgearbeitet werden kann. Sollte es möglich sein, uns ein Urmodell in Form eines Originals, eines Scans oder eines modellierten Objektes aus Ton, Fimo, Holz, Speckstein oder Wachs (am besten Feilwachs aus dem Goldschmiedebedarf) zur Verfügung zu stellen, dann sind kleinere Nacharbeiten, Abformung und Guss im Normalfall kein Problem. Dabei muss es sich nicht um historischen Schmuck oder ein Replikat handeln, wir fertigen natürlich auch individuellen Schmuck, Gussteile für Modellbau und Vieles mehr ! Wenn von dem gewünschten Stück nur Fotos vorliegen, ist der Auftrag davon abhängig, ob ein Zeitfenster für die Arbeit offen ist. Während der Saison und vor Weihnachten ist das grundsätzlich eher problematisch. Auch die entstehenden Kosten werden in vielen Fällen sicher den Rahmen eines Hobby-Projektes sprengen, weshalb die eigene Arbeit immer noch die günstigste Variante darstellt. Im Einzelfall unterbreiten wir Ihnen aber gerne ein Angebot.
Vom Wachsmodell zum Rohguss
Das Wachsausschmelzverfahren
Das Wachsausschmelzverfahren wird auch "Guss in der verlorenen Form" genannt, da sowohl das Wachsmodell wie auch die Form nur einmal verwendet werden können und im Laufe des Herstellungsprozesses zerstört werden !
Das Wachsmodell wird zunächst von Hand überarbeitet. Überstehende Ränder, Trennkannten und Lufteinschlüsse im Wachs werden entfernt, ausgelaufene Durchbrüche wieder ausgeschnitten. Größere Modelle wie Götterfiguren oder Phaleren werden nachmodelliert, Ringe auf die notwenigen Größen angepasst. Manche Gürtelschnallen bekommen Nietstifte oder Pilzknöpfe angesetzt, unsere individuellen Runenringe bekommen ihre Inschriften eingraviert. Auf diese Arbeitsschritte wird viel Sorgfalt verwendet, denn nur aus einem guten Wachsmodell kann auch ein gutes Gussteil entstehen.
Das Wachsmodell wird mit einem Wachsstab versehen, der später einmal der Gusskanal sein wird, durch den das flüssige Metall läuft. Meist werden mehrere Stücke auf einen Mittelstab gesetzt, um rationell arbeiten zu können. Dabei ist darauf zu achten, dass auch die Materialstärken der Stücke ähnlich sind, da unterschiedlich dicke Teile unterschiedliche Temperaturen der Schmelze erfordern. Während wir heute moderne Wachse mit bestimmten Eigenschaften für bestimmte Zwecke verwenden, war Bienenwachs der Werkstoff in der Antike. Es ist anzunehmen, dass auch dem Bienenwachs noch Zusätze hinzugefügt wurden, um es härter zu machen und die Bearbeitung zu erleichtern.
Das Wachsmodell wird mit einem Zylinder umgeben, der sogenannten Küvette. Diese wird mit der flüssigen Formmasse ausgegossen, die in alle Zwischenräume fließt. So sind auch extrem komplexe Formen mit Hinterschneidungen möglich, die mit einfachen, zweiteiligen Formen nicht zu realisieren sind. Die Einbettmasse trocknet wie Gips und härtet aus, so dass alle Wachsmodelle komplett eingegossen sind. In der Antike wurden die Modelle mit einem Mantel aus Ton versehen, aber das Prinzip ist heute noch dasselbe.
Die Form in der Küvette wird anschließend ausgewachst und gebrannt. Bei Temperaturen um die 100 Grad Celsius wird zunächst das Wachs verflüssigt. Das meiste davon läuft aus der Form, der Rest wird beim anschließenden Brennen der Formen im Ofen bei bis zu 750 Grad Celsius rückstandlos ausgebrannt. Es bleibt die hohle Gussform, die je nach Form und Größe der Gussteile auf die Gießtemperatur abgekühlt wird. Die Restwärme der Gussform verhindert das zu schnelle Erstarren der Schmelze bei dünnen Gussteilen.
Das Eingießen des flüssigen Metalls ist der spektakulärste Teil der Herstellung. Je nach Material hat die rotglühende Schmelze eine Temperatur zwischen 1000 und 1100 Grad Celsius. Mehr über die von uns verwendeten Materialien finden Sie auf der entsprechenden Seite. Wir verwenden eine kleine Gießanlage, die mit einer Vakuumpumpe das Entweichen der Luft unterstützt. Während in der Antike nur mit zusätzlichen Luftkanälen das Einfüllen des Metalls erleichtert wurde, können wir so das Risiko von Fehlgüssen minimieren und die Qualität der Gussteile erhöhen. Letztendlich sollen die fertigen Stücke ja auch noch bezahlbar bleiben.
So wird jedes unserer Schmuckstücke geboren, egal aus welchem Metall. Die noch warme Gussform wird im Wasser abgekühlt und das Gussteil mit einem Werkzeug aus der Küvette befreit. Die Einbettmasse haftet stark an den Rohgüssen und muss von Hand entfernt werden. Nach der groben Säuberung werden die Stücke in einer Reinigungstrommel vorgereinigt.
Der Rohguss wird im Anschluss von Hand überarbeitet. Dabei wird die oxidierte Oberfläche, die Gusshaut, abgeschliffen. Sie ist matt und lässt sich kaum ordentlich polieren, weshalb dieser aufwendige Arbeitsgang für ein ordentliches Ergebnis unabdingbar ist. Ausgestaltungen und zusätzliche Punzierungen, Emaille-Arbeiten, Dekorationen und Verzierungen werden ebenfalls von Hand eingearbeitet. Bei Fibeln erfolgt die Montage der teilweise sehr aufwendigen Nadelkonstruktionen, wonach die Stücke nochmals gebeizt und gereinigt werden müssen.
Mehrteilige Stücke werden montiert, vernietet oder verlötet. Viele Stücke bekommen eine dunkle Patina mit einer Oxydbeize, die die Konturen und Vertiefungen betont und den Replikaten damit ein antikes Aussehen und eine hohe Plastizität verleiht. Auch die abschließende Politur ist reine Handarbeit , die mit Textilscheiben und unterschiedlichen Polierwachsen durchgeführt wird. Gürtelschnallen werden nach der Vorpolitur montiert und erhalten danach eine Feinpolitur. Vom Wachsmodell bis zum fertigen Stück dauert es etwa 5 Arbeitstage.
Viele Parameter können das Gussergebnis beieinflussen. Mangelhafte Wachsmodelle, ungenügend fixierte Wachsteile, Fehler beim Anmischen und Einfüllen der Einbettmasse, falsche Brennkurven (die zu Rissen in der Form führen), zu hohe oder zu niedrige Brenn- und Schmelztemperaturen, eine unbrauchbare Metall-Legierung, Fehler beim Handling und beim Eingießen der Schmelze, brechende Tiegel, magelhaftes Vakuum, zu frühes Abkühlen der Küvetten im Wasserbad - Das sind alles Auslöser von Fehlgüssen, die wir schon erlebt haben. Trotz aller Erfahrung kann selbst beim Finish und der Endmontage noch einiges falsch laufen. Es ist ärgerlich, aber in manchen Fällen lässt es sich nicht verhindern, dass viele Stunden Arbeit umsonst waren.
Unsere Arbeit - Ihr Vorteil!
Durch die eigene Anfertigung ist es natürlich auch problemlos möglich, individuelle Wünsche zu berücksichtigen. Der Guss in Messing statt in Bronze oder der Verzicht auf die Patinierung ist ebenso möglich wie spezielle Nadelkonstruktionen, Anhänger mit besonderen Ösen und Aufhängungen oder andere Umarbeitungen. Sollte einmal eine Reparatur nötig sein, ist das ebenfalls schnell erledigt. Auch Größenanpassungen von Ringen sind nach langer Zeit noch nachträglich möglich, wenn ein liebgewonnenes Stück nicht mehr passen sollte.